

سنگ زنی خزشی فرایند نسبتاً جدیدی است که در دهه ۱۹۶۰ در ساخت پره های توربین هواپیماها پروسه غالب بود و هم اکنون نیز به عنوان یک فرایند به صرفه از لحاظ اقتصادی در گستره عظیمی از کاربردهای برش فلزات و باربرداری از آنها شناخته شده است.
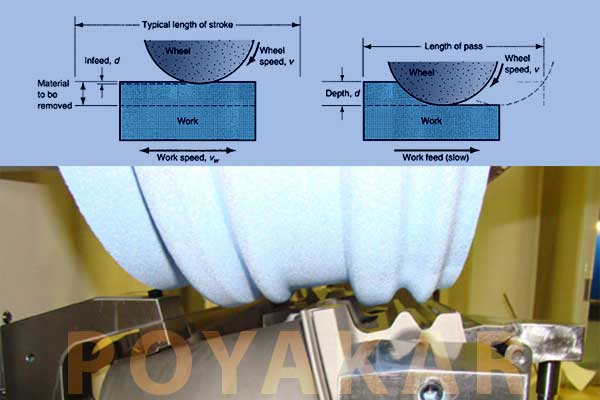
همانطور که می دانید در سنگ زنی معمولی، فرایند بدین گونه است که چرخ سنگ دورای به طور متناوب بر روی قطعه کار حرکت رفت و برگشتی انجام می دهد که در هر کورس، چرخ سنگ مقدار بسیار کمی ( در حد ۲-۲۵ میکرون) از سطح قطعه کار باربرداری می کند تا در نهایت قطعه کار را به سایز نهایی خود برساند. اما سنگ زنی خزشی فرایندی است که در آن یک چرخ سنگ فرم یافته به یکباره در داخل قطعه کار فرورفته، با حرکت بر روی قطعه کار، در طی یک مرحله (پاس) قطعه نهایی را تولید می نماید. همانطور که انتظار می رود بدلیل عمق برشی زیاد، سرعت پیشروی در این نوع فرایند نمی تواند سریع باشد که به همین علت نیز آنرا یک عملیات خزشی می نامند. در این فرایند براده ها – همچون فرزکاری معمولی – در قوس تماس چرخ با قطعه کار تشکیل می شود. به علت ماهیت این نوع سنگ زنی در این فرایند نیروهای بسیار بزرگی ایجاد می شوند که متعاقباً ماشین طراحی شده برای این منظور نیز باید از قدرت و صلبیت بالایی نیز برخوردار باشد؛ و این بدین معناست که در این نوع ماشینهای سنگ زنی، پایه و ستون ها سنگین تر خواهد بود. علت آنرا یک عملیات خزشی می نامند. در این فرایند براده ها- همچون فرزکاری معمولی، در قوس تماس چرخ با قطعه کار تشکیل می شود. به علت ماهیت این نوع سنگ زنی در این فرایند نیروهای بسیار بزرگی ایجاد می شوند که متعاقباً ماشین طراحی شده برای این منظور نیز باید از قدرت و صلیت بالایی نیز برخوردار باشد؛ و این بدین معناست که در این نوع ماشینهای سنگ زنی، پایه و ستون ها سنگین تر خواهد بود و Ball screw های با قطر بیشتر و موتورهای قویتر و با دوام بیشتر – که در کلاس موتورهایheavy duty می گنجد و نیز چرخهای بزرگتری مورد نیاز است.
از طرف دیگر مایع خنک کار باید به دقت کنترل شود که بطور موثر در قوس تماس – که در اینجا عموماً عمیق است – حضور داشته باشد تا از سوختگی سطح قطعه کار جلوگیری به عمل آورد، لذا بدین منظور به یک سیستم خنک کاری با فشار بالا و دبی بالا نیاز است.
از دیگر ویژگیهای این نوع سنگ زنی می توان به موارد زیر اشاره نمود:
- زمان سیکل کوتاهتر
- قابلیت تکرار خوب
- تلورانسهای بسته
- مقاومت خستگی بهبود یافته
- توانایی ماشینکاری سوپر آلیاژها و مواد کاملاً سخت شده
- سطوح بدون پلیسه
- صافی سطح خیلی بهتر
مزایای سنگ زنی خزشی در مقایسه با دیگر روشهای ماشینکاری معمولی:
- افزایش قابلیت تولید و کیفیت قطعاتی که دارای شیارها و یا پروفیلهای هستند.
- به کمک این فرایند عملیات پرهزینه اولیه ای چون فرزکاری، خان کشی یا تراشکاری حذف می شوند. توسط این فرایند می توان شیارها یا پروفیلهای قطعه کار را به صورت تمام عمق سنگ زنی نمود (به عبارت دیگر بدون نیاز به هر گونه فرایند ماشینکاری اولیه، می توان شیارها و پروفیلها را توسط این روش سنگ زنی ایجاد نمود)
- نیاز به تابگیری قطعات پس از فرزکاری و عملیات حرارتی و پیش از عملیات سنگ زنی رفت و برگشتی مرتفع می گردد.
- کاهش زمان و هزینه تولید: برای مثال فرایند ماشین کاری معمولی یک قطعه ممکن است به فرزکاری، پلیسه گیری، عملیات حرارتی، تابگیری و سنگ زنی تناوبی (رفت و برگشتی) احتیاج داشته باشد، در صورتیکه با وجود فرایند خزشی، عملیات فرزکاری، پلیسه گیری و تابگیری می تواند حذف شود.
- کاهش هزینه ها و زمان Set-up (تنظیم)
- کاهش هزینه های ابزارسازی (برای مثال ابزارهای فرزکاری فرم تراشی، ابزارهای خان کشی و … در مقایسه با چرخهای سنگ زنی)
- افزایش تعداد قطعات تولیدی به ازای عمر یک چرخ سنگ. از کارافتادگی و خرابی این نوع چرخها در مقایسه با چرخ سنگ های رفت و برگشتی کمتر است.
- کاهش فرسایش ابزارهای تیز کردن سنگ به علت استفاده از چرخ سنگ های نرمتر.
- فرم چرخ سنگ برای مدت زمان طولانی تری باقی می ماند، لذا تعداد دفعات تیز کردن سنگ کاهش یافته و نتیجتاً قابلیت تولید افزایش می یابد.
- کاهش هزینه های چرخ سنگ زنی به علت کاهش فرسایش و تعداد دفعات مورد نیاز برای تیز کردن سنگ بهبود تلورانسها و سلامت سطح در مقایسه با فرزکاری، خان کشی و تراشکاری.
- عدم پیدایش تنشهای زیرسطحی (subsurface stresses)
- افزایش عمر ماشین به علت کاهش تعداد پاسهای سنگ زنی و همچنین کاهش سایش در مکان ساپورت میز.
برخی از کاربردهای سنگ زنی خزشی در فرآیندهای تولیدی
- سنگ زنی استوانه های داخلی و خارجی
- سنگ زنی سطوح نیمه استوانه ای همچون طرح ریشه پره توربین
- سنگ زنی سطوح استونه ای منقطع مانند ابزارهای فرزکاری
- سنگ زنی فرمهای مارپیچ همچون رزوه ها و شیارهای مته ها
- بادامک تراشی
- چرخدنده تراشی
سنگ زنی خزشی (Creep – Feed) به طور حیرت آوری در حال فراگیر شدن است. سنگ زنی خزشی چیزی شبیه سنگ زنی معمولی نیست. بهترین توصیف برای آن فرزکاری است، اما با استفاده از چرخ سنگ به جای تیغه فرز. در اصل، سنگ زنی خزشی از یک چرخ اکسید آلومینومی، متخلخل شیشه دار برای ایجاد عمق برش از محدوده ۱ میلی متر تا بیش از ۲۵ میلی متر استفاده می کنند این فرایند به طور خاص در صنعت هوافضا و دیگر صنایع که آلیاژهای سخت تراش را استفاده می کنند به کار می رود.
یک چرخ معمولی سنگ زنی خزشی بیشتر ماده خام را یک یا دو بار به صورت سخت، سپس یک چرخه سنگ زنی، برای کامل کردن و سپس سطح که با دقت ۲۵% میلی متر در اندازه و ۰۰۵/۰ میلی متر در شکل با حداقل بارآمدگی است.
علاوه بر این آن قسمت باید در پایان چرخه سرد باشد. این فرایند در بیشتر مواد دستگاههای سنگ زنی سخت با مقاوم سایش مقاوم در برابر گرما و حرارت بالا و پتانسیل بالا برای اجزای ریز و عالی و تمایل به سخت کاری انجام می شود.
این فن آوری که در اروپا به وجود آمد با سرعت کمی گسترش یافت. این مورد به دست آمد که ابزارهای فولادی سخت باید با حذف مرحله فرزکاری نرم، سنگ زنی داده و نرم شوند. (فقط در یک یا دو مرحله). این موضوع مورد توجه قرار گرفت که آهنگ خارج کردن ماده غالباً برابر یا بهتر از آنهایی که بوسیله فرزکاری با هزینه قطعه کمتر انجام می شوند. علاوه بر این مزیت های بیشتری در سنگ زنی کامل سطح نسبت به فرزکاری وجود داشت. عملیاتهای بعد از سنگ زنی مانند رفع برآمدگی و پرداخت بطور چشمگیری کاهش یا حتی حذف شوند. سنگ زنی خزشی امروزه دیگر مختص صنعت هوافضا نیست بلکه کاربردهای آن در فولاد، قطعات و ابزار فولادی و فولاد ضد زنگ معمول تر است. و کاربردهای آن در بخشهای آلومینیوم، تیتانیوم و منیزیمی گسترش یافته است.
هیچ روش دیگری کارآیی روش سنگ زنی خزشی را ندارد. آزمایشاتی که اخیراً انجام گرفته نشان می دهد که در صورت بهینه سازی همه عناصر دخیل در سیستم، می توان نتایج بهتری نیز از این روش بدست آورد. هر روز تعداد تولیدکنندگانی که به این نتیجه می رسند که این روش باعث کاهش هزینه ها می شود، افزایش می یابد. فن آوری های نو، کارایی این روش را افزایش داده است. با این روش قطعات با کیفیت تر در زمان کمتری تولید می شوند. این برتری در نتیجه استفاده از مواد ساینده، ابزارهای بهتر و متدهای پیشرفته بدست آمده است.
در این روش با یک بار عبور سنگ حجم زیادی در جسم تراشیده می شود و در بار دوم، سطح صاف پرداخت شده، بدست می آید. در مقایسه با سایر روش ها، در این روش زمان کمتری صرف می شود، سرعت تراش و دقت اندازه ها و ابعاد بیشتر است و به دلیل سطح تماس بیشتر میان دستگاه و قطعه، زدگی و ناصافی در سطح قطعه کمتر بوجود می آید.
* این مقاله خلاصه ای از مقاله است که توسط آقای مهندس وفایی نوشته شده و چکیده ای از پایان نامه ایشان می باشد. با تشکر صمیمانه از ایشان برای به اشتراک گذاری این مطلب ارزشمند. اطلاعات تماس ایشان در ذیل آورده شده است: ایمیل: hojat.vafae@gmail.com وب سایت: http://www.vafasanat.com

 English
English