

برای برنامه نویسی حرکت های دایروی از G-Code های G02 و G03 استفاده می شود.
حرکت دایروی را می توان در مختصات کارتزین و در مختصات قطبی برنامه نویسی کرد. این بخش مربوط به دستگاه مختصات کارتزین می باشد. برای این منظور روشهای مختلفی وجود دارد که بسته به نوع کنترلر متفاوت بوده و لازم است با استفاده از دفترچه راهنمای کنترلر ماشین فرمت دقیق استفاده شود. ولیکن مفاهیم برای همه کنترلرها یکسان است.
هر چند این روش ها بیشتر جهت برنامه نویسی دستی کاربرد دارند ولیکن هنگام استفاده از نرم افزارهای CAM برای تهیه برنامه CNC (فایل G-Code) نیز در صورتی که از استراتژی های دو و نیم بعدی استفاده می شود (مانند Profile Contouring در CATIA)، بهتر است تنظیمات کد خروجی به نحوی باشد که کمان ها و دایره ها را به جای تعداد زیادی خط، با دستورهای G02/G03 و به صورت یک کمان واقعی برنامه نویسی کند تا دقت و به ویژه سرعت ماشینکاری افزایش یابد. لذا دانستن فرمت دستورات برای استفاده به جا از آنها لازم است.
G02 حركت دايروي در جهت حركت عقربههاي ساعت (كماني از دايره يا دايره كامل)
G03 حركت دايروي در جهت خلاف حركت عقربههاي ساعت (كماني از دايره يا دايره كامل)
برای تشخیص جهت حرکت باید از جهت مثبت محور سوم به صفحه کار نگاه کرد.
فرمت دستورهای حركت دايروي در سيستم كارتزين در صفحه XY (با فعال بودن كد G17):
روش اول تقریبا در تمامی کنترلر ها با همین فرمت است ولیکن روش های بعدی بسته به توانمندی کنترلر ممکن است موجود نباشد یا با فرمت دیگری باشد. این فرمت ها روی کنترلر های زیمنس۸۰۸D/828D اجرا شده اند و مثالهای اجرا در ادامه آورده شده است:
|
F پیشروی |
I, J مختصات نقطه مرکز (نسبت به نقطه شروع) |
X, Y مختصات نقطه پایان |
G02/G03 |
روش اول |
|
F پیشروی |
CR= شعاع کمان |
X, Y مختصات نقطه پایان |
G02/G03 |
روش دوم |
|
F پیشروی |
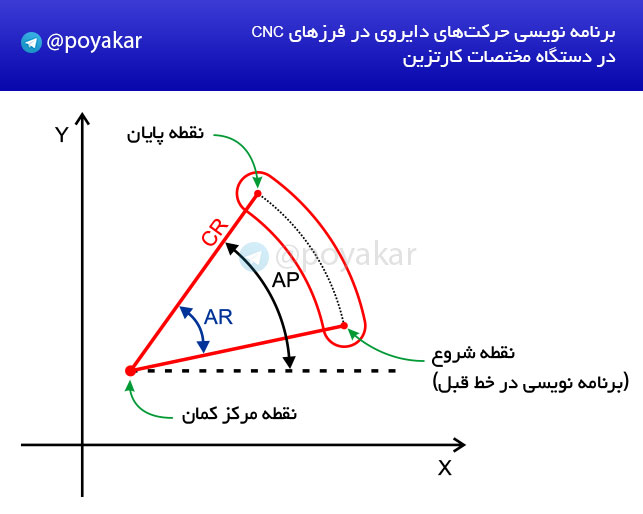
AR= زاویه مرکزی کمان (به درجه) |
X, Y مختصات نقطه پایان |
G02/G03 |
روش سوم |
|
F پیشروی |
AR= زاویه مرکزی کمان (به درجه) |
I, J مختصات نقطه مرکز (نسبت به نقطه شروع) |
G02/G03 |
روش چهارم |

مثال برای حركت دايروي در سيستم كارتزين (با روش های مختلف)
;Circular interpolation types (Cartesian)M03 S1000G00 Z10G00 X40 Y10G01 Z-2 F500;Format 1:G03 X10 Y40 I-30 J0;Format 2:G03 X10 Y40 CR=30;Format 3:G03 X10 Y40 AR=90;Format 4:G03 I-30 J0 AR=90G00 Z10M30

 English
English
سلام من با جی کد و I ,J یه دایره نوشتم ولی در خروجی دایره نتیجه نداد.ممنون میشم راهنماییم کنید.
سلام و وقت به خیربرای پاسخ به سوال شما نیاز به دانستن چند مورد است لطفا این موارد را به ایمیل زیر برای ما ارسال نمایید:
sales@poyakar.com
مختصات یا شکل کمان یا دایره ای که می خواهید برنامه اش را بنویسید
کدی که نوشتید
اگر روی ماشین برنامه نوشته اید آلارمی که ماشین داده است
اگر روی نرم افزاری مثل سیمکو نوشته ای آلارمی که آن نرم افزار داده است
نوع کنترلر ماشینی که برنامه قرار است روی آن اجرا شود
در ضمن جهت اطلاع بدانید یکی از مشکلات مرسومی که در نوشتن برنامه دایره رخ می دهد این است که از مختصاتی که شما برنامه نویسی می کنید شعاعی محاسبه میشود که با شعاع واقعی کمان تفاوت دارد و این تفاوت باعث ایجاد خطا و اجرا نشدن برنامه می شود
با احترام
تیم پشتیبانی پویاکار
سلام
ممنون میشم یه کتابی معرفی کنید که صفر تا صد جی کد ها رو آموزش بده